

How To Repair Stripped Threads In Aluminum Head
Strippers can be expensive. Stop thinking rap stars, lap dances and sports celebrities. We are talking nigh a "stripper" in terms of a hole that has had its threads stripped out or damaged. In add-on to being expensive to repair, strippers also require a nifty deal of fourth dimension and ordinarily evoke a great deal of frustration. Fortunately, understanding the history of the materials being threaded along with the science of inserts can assist you lot avoid encountering a stripper or, at least, exist prepared to select the right parts to repair a stripper. Done right, yous'll never have a thread failure in the same hole once more.
Text and Photos by Michael Ferrara // Illustrations past Paul Laguette
DSPORT Issue #166
Difficult Times
Forty years ago, the world was a harder identify. Your grandparents weren't lying to you. Cast-iron alloys and steels were the bones building blocks for only about anything. On the automotive side, grey bandage iron was the "go-to" cloth for engine blocks, cylinder heads, manifolds, housings and heavy brackets. Steel was the material of choice for smaller brackets, fasteners and the frame and body of the vehicle. While the mechanical properties (strength, stiffness, impact and corrosion resistance) varies immensely beyond different grayness cast fe and steel alloys, they all accept one matter in mutual. For the most part, these materials, when used on components that take threaded holes, are all on the "hard" side with Brinell Hardness ratings (HB) in the 150 to 300 range (tool steels can get up to 900 on this calibration). Being hard in nature, grey cast iron and steel will tend to accept infrequent thread strength and thread retentivity capabilities every bit long as these materials are protected from corrosion. When thread damage does occur in bandage iron and steel, the most mutual practise is to drill out the existing threads and tap the hole to accept a larger fastener. In many cases, this solves the problem. When the same size fastener must be used, an insert can exist installed to save the twenty-four hours.
Going Soft
Today, it's not merely "emo" millennials that are softer. We live in a softer globe. The materials that have replaced grey cast iron and steel are relatively so . The earth has moved from the Steel Age to the Aluminum Age. Pure aluminum volition only hit 15 on the HB scale, whereas aluminum alloys can range in hardness from xx-to-150. The aluminum alloys used on nearly of the sand bandage components in a vehicle are typically in the 45-to-65 range in terms of hardness. The highest hardness cast-aluminum alloys are used in block and cylinder heads. These volition typically accept a range of hardness from 75-to-85, about the same as 6061-T6. Only 7075-T6 aluminum blend has a hardness of 150 which is on par with gray cast iron.
Hard Bolt Meets Soft Threads
While the materials where threads live have become softer, the materials used for fasteners accept in many cases go harder. In fact, some of the super-alloys used in loftier-performance head studs and rod bolts have hardness levels budgeted that of tap (every effort to drill out a cleaved tap?). Equally a issue, information technology'southward no surprise that strippers are more mutual than always before. Since most of the threads on today'southward vehicles are made of materials with just one-third to half the hardness of grey cast fe, it's no wonder that more than threaded holes experience thread damage than ever earlier. It'south been said, "If a threaded hole in a softer metal uses a fastener that is installed and removed on a regular ground, a harder-material insert is a must." Unfortunately, the cost and time involved with installing inserts at an OEM level means that it volition never happen on a big calibration. There may be a few primal, high-stress locations in an engine block or break component, but 99 percent of all the threaded holes will not come up from the factory reinforced with an insert.
The Solution
If every unmarried aluminum component in the world could be manufactured from 7075-T6 aluminum blend (which has equal hardness to typical grey bandage iron alloys), the number of strippers in the earth could exist brought back down to the Steel Age numbers. Due to the high-price of this material and the need to cast certain parts, this will never happen. Instead, the solution for stripped threads are inserts.
Insert Tech 101
Thread-repair inserts come in a diverseness of materials and in a myriad of designs from domestic and overseas manufacturers. Timed thread torso inserts, wire coil inserts and keyed inserted make upwardly the three major families of thread inserts you'll probable encounter. Each design has its merits and may exist superior to another based on budget, installation time, maximum O.D. permitted and the necessary strength of the repair or upgrade. And so which type of insert is best? It all depends on the grading criteria and the application. Hither's an overview of the three chief types in guild of popularity.
HeliCoil Helical Coiled Wire Inserts
Rough-and-tumble is a make synonymous with bandages, while Heli-Roll is a make synonymous with thread repair inserts. Come across a stripper and the solution is often touted as ,"just HeliCoil it." HeliCoil and the similar designs inspired by this design are available from a number of other companies. It's the thread-repair solution nigh likely to be institute at local auto parts stores. HeliCoils were originally fabricated from square, stainless-steel wire wound and so that the wire had a diamond profile that would fit into the repair threads. When installed into the larger repair threads, the wire forms a set of threads engineered to come across the original dimension of the stripped-out hole. The repair threads for the HeliCoil insert are made by using a Screw Thread Insert or S.T.I. tap. This is the same type of tap used for another inserts. An S.T.I. tap uses a simple but somewhat misleading naming convention. An Southward.T.I. tap is actually about 14 percentage larger in diameter than a standard tap of the same designation (M10x1.25 versus M10x1.25-S.T.I.).  Here'due south how it works for an M10x1.25 thread repair. First, you would drill the pigsty with a x.25mm drill (a standard M10x1.25 thread would use a much smaller viii.75mm drill). Then you would use an M10x1.25-S.T.I. tap. This S.T.I. version of the tap will have a major diameter of upwards to eleven.787mm, whereas a standard M10x1.25 tap is about ane.5mm less in diameter. One time the hole has been drilled, tapped and cleaned for the repair insert, the HeliCoil insert is screwed into identify with the installation tool. Once the insert is located in the full general vicinity of the desired location, the tab is broken off to secure the insert in place. In improver to being the most popular and readily bachelor thread insert, HeliCoils also require the minimum amount of oversizing to the hole (same as TIME-SERT), provide a corrosion resistant thread material, and evangelize the least expensive solution (well-nigh the half the cost per insert compared to Time-SERT and just one-fifth to ane-twenty-fifth the toll of Keenserts). On non-bullheaded, through-holes, HeliCoils can as well be installed from the behind of the pigsty making it the just solution in some situations. [table id=ane /] While HeliCoils may be 1 of the better choices for repairs that are not nether extreme stress, strains and vibrations, it does accept its shortcomings. Showtime, since the insert is not a single continuous piece, installation can sometimes be slightly challenging compared to solid-torso inserts. In addition, the discontinuous nature of the insert means that using an anaerobic thread locker means that both the insert and the fastener screwed into the insert are both going to go the thread locking compound whether that'due south your intention or not. When a repair is being made on the vehicle, special attention must also be exercised to ensure that the locking tang doesn't become a foreign object that falls into a critical surface area. Finally, the forcefulness of a HeliCoil repair has been demonstrated to be less than a solid trunk insert. We hope to test a number of different thread repair insert designs in the hereafter to give this a more definite number.
Here'due south how it works for an M10x1.25 thread repair. First, you would drill the pigsty with a x.25mm drill (a standard M10x1.25 thread would use a much smaller viii.75mm drill). Then you would use an M10x1.25-S.T.I. tap. This S.T.I. version of the tap will have a major diameter of upwards to eleven.787mm, whereas a standard M10x1.25 tap is about ane.5mm less in diameter. One time the hole has been drilled, tapped and cleaned for the repair insert, the HeliCoil insert is screwed into identify with the installation tool. Once the insert is located in the full general vicinity of the desired location, the tab is broken off to secure the insert in place. In improver to being the most popular and readily bachelor thread insert, HeliCoils also require the minimum amount of oversizing to the hole (same as TIME-SERT), provide a corrosion resistant thread material, and evangelize the least expensive solution (well-nigh the half the cost per insert compared to Time-SERT and just one-fifth to ane-twenty-fifth the toll of Keenserts). On non-bullheaded, through-holes, HeliCoils can as well be installed from the behind of the pigsty making it the just solution in some situations. [table id=ane /] While HeliCoils may be 1 of the better choices for repairs that are not nether extreme stress, strains and vibrations, it does accept its shortcomings. Showtime, since the insert is not a single continuous piece, installation can sometimes be slightly challenging compared to solid-torso inserts. In addition, the discontinuous nature of the insert means that using an anaerobic thread locker means that both the insert and the fastener screwed into the insert are both going to go the thread locking compound whether that'due south your intention or not. When a repair is being made on the vehicle, special attention must also be exercised to ensure that the locking tang doesn't become a foreign object that falls into a critical surface area. Finally, the forcefulness of a HeliCoil repair has been demonstrated to be less than a solid trunk insert. We hope to test a number of different thread repair insert designs in the hereafter to give this a more definite number. 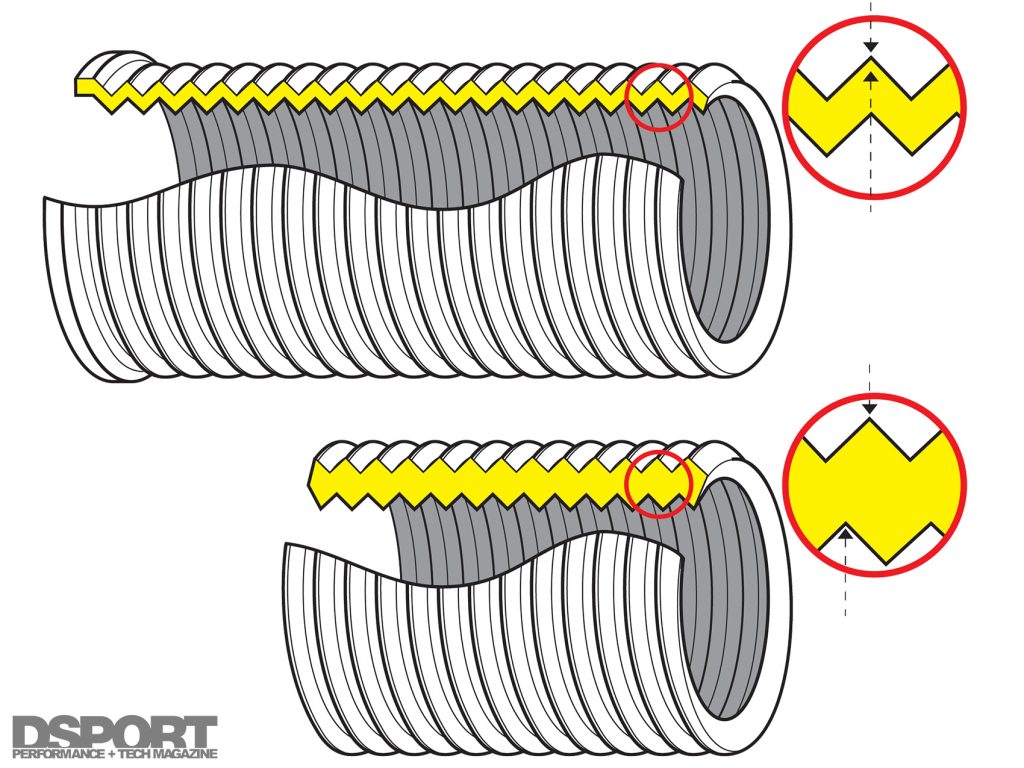
This illustration displays the deviation between Fourth dimension-SERT inserts which sync the outside and inside threads with each other versus Keenserts that practise not sync outer and inner threads, which leads to inconsistent wall thickness and the need for a larger O.D. sizing of the insert.
TIME-SERT Timed Solid Body Insert
While not every bit well known to the mainstream, TIME-SERT and the family unit of solid body inserts are many mechanics number one choice for thread repairs in loftier-preload fastener applications. This solid body thread repair solution uses a solid carbon steel or stainless-steel continuous insert that has the outside and inside threads in sync or (in time) with each other. By keeping the threads lined up on the inside and outside of the insert, the cross-sectional-area or wall thickness tin can remain consistent. The consequence is the ability to maximize strength for a given outside diameter of insert.  TIME-SERTs apply the same drill and tap requirements as HeliCoils, every bit both apply Southward.T.I. taps. Installation is like, but there are a few key differences due to the difference in design. First, TIME-SERTs use an oversized locating flange on the top end of the insert. Hence a combination drill/counter-boring tool or a drill and separate counterbore must exist used. This flange allows the thread to exist repeatably located or positioned at a specific location (something that cannot be accomplished with a HeliCoil or Keenserts). Second, in that location is no tang for locking. TIME-SERTs employ a special tool to lock the bottom threads into the threaded repair hole. Since TIME-SERTs are a solid torso, thread locking compounds can be used on the inserts outer threads for additional strength without information technology affecting the inside threads and fastener. While TIME-SERTs offering advantages over other thread repair insert designs, it also has a few drawbacks. First, it's nigh twice the price of a HeliCoil per insert. 2nd, it must be installed directionally, every bit its flanged-design requires the non-flanged side to be threaded in commencement. On through holes, it can be used by installing it from either side. On bullheaded holes that are not deep enough to provide plenty room for threads and the flange, the flange side tin be milled or filed off al subsequently. Nevertheless, if there were but one pattern of insert that we'd take admission to for all thread repairs, nosotros'd probably select TIME-SERTs. Fourth dimension-SERTs evangelize the highest forcefulness with the least amount of intrusiveness with regard to the size of the repair threads versus the original threads.
TIME-SERTs apply the same drill and tap requirements as HeliCoils, every bit both apply Southward.T.I. taps. Installation is like, but there are a few key differences due to the difference in design. First, TIME-SERTs use an oversized locating flange on the top end of the insert. Hence a combination drill/counter-boring tool or a drill and separate counterbore must exist used. This flange allows the thread to exist repeatably located or positioned at a specific location (something that cannot be accomplished with a HeliCoil or Keenserts). Second, in that location is no tang for locking. TIME-SERTs employ a special tool to lock the bottom threads into the threaded repair hole. Since TIME-SERTs are a solid torso, thread locking compounds can be used on the inserts outer threads for additional strength without information technology affecting the inside threads and fastener. While TIME-SERTs offering advantages over other thread repair insert designs, it also has a few drawbacks. First, it's nigh twice the price of a HeliCoil per insert. 2nd, it must be installed directionally, every bit its flanged-design requires the non-flanged side to be threaded in commencement. On through holes, it can be used by installing it from either side. On bullheaded holes that are not deep enough to provide plenty room for threads and the flange, the flange side tin be milled or filed off al subsequently. Nevertheless, if there were but one pattern of insert that we'd take admission to for all thread repairs, nosotros'd probably select TIME-SERTs. Fourth dimension-SERTs evangelize the highest forcefulness with the least amount of intrusiveness with regard to the size of the repair threads versus the original threads. 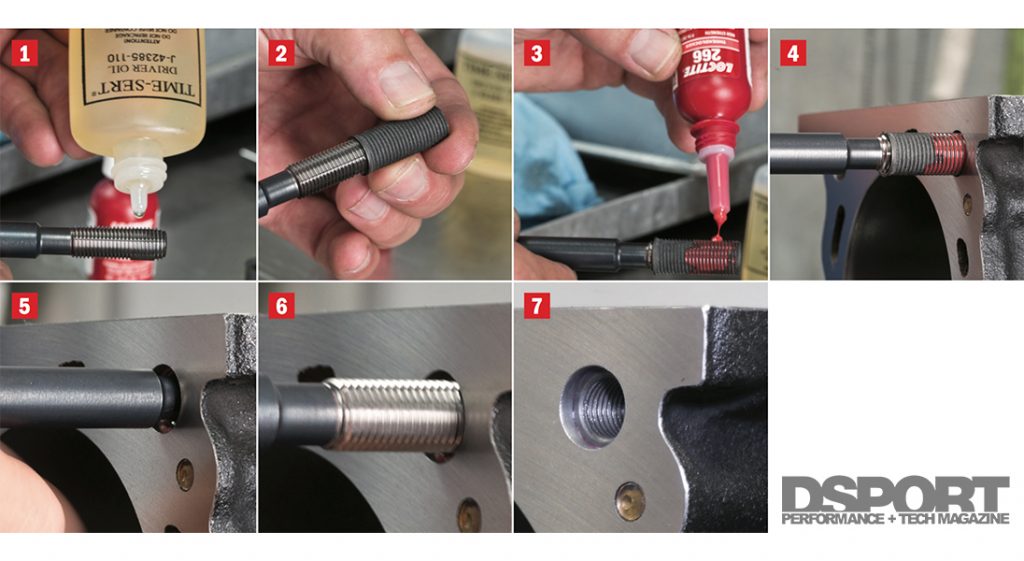
One time the hole has been drilled and tapped with the S.T.I. tap, 1) the TIME-SERT installation tool gets a drib of oil earlier 2) the Fourth dimension- SERT is threaded onto the tool. 3) Threadlocker can be applied on the outer threads and 4) inserted into the hole to be repaired. When the insert's flange bottoms out 5) it also locks the lesser threads in place. 6) Remove the insert tool and the 7) Fourth dimension-SERT repaired pigsty is set.
Keenserts Keyed Threaded Body Repair Inserts
Keenserts are very thick-walled, solid trunk thread repair inserts with retaining keys. While a Keensert looks to be very similar in blueprint to a TIME-SERT, at that place are major differences. While both are solid body designs that are flanged (requiring counterboring for installation), Keenserts do not have the inner and outer threads "timed" with each other. In fact, a Keensert may take an outer thread with an entirely different thread pitch than the inner. Dissimilar thread-repair inserts that require S.T.I. taps, Keenserts utilize standard taps that are two steps larger than the original threaded pigsty. This means that an M14x1.v tap would be used for a M10x1.25 thread repair insert. As such, the amount of textile that must be drilled out and the size of the tap are both considerably larger than what is required for a HeliCoil or Time-SERT repair. 
To retain the insert, TIME- SERTs use a flange up pinnacle and a swedged fit at bottom, while Keenserts utilize two or 4 stakes.
For an M10x1.25 thread repair with a Keensert, a 12.5mm drill would exist used for the M14x1.5 tap. The M14x1.5 tap would have a major bore up to 14.4mm (an M10 repair with an Due south.T.I. tap would simply have a 11.787mm major diameter). That's a much bigger hole which tin exist benign in some awarding where severe corrosion is prevalent in the original threads. The Keensert would and so be threaded into the drilled, tapped and cleaned hole with the Keensert installation tool. Thread locking compounds can be used due to its solid body design. One time prepare in position, the installation tool is then used to drive in the four key stakes into position. This provides the ultimate mechanical locking of the insert in place. Hence, this design sports exceptional resistance to vibration. Now the downside. The massive outside bore of the insert makes it unviable in applications where the material effectually the original threaded hole is limited, such as any "thin-wall" castings. 2d, the price for a standard-steel Keensert is about iv.v times that of a HeliCoil and more double the cost of a Fourth dimension-SERT. If you desire a stainless-steel Keensert, the cost goes through the roof existence about 25 times the cost of a HeliCoil.
BIG-SERT Thread Repair Insert
For applications that will benefit from a big-diameter insert or when you lot are replacing a standard Time-SERT, Fourth dimension-SERT offers a line of oversized BIG-SERTs that are thicker wall and use an oversized S.T.I. tap. For example, an M12x1.25 Southward.T.I. tap would be used on an M10x1.25 BIG-SERT insert. 
Large, Bigger, Biggest! Here is a comparison of a standard (left) M12x1.5 tap, a M12x1.5 S.T.I. tap (middle) for Time-SERT and HeliCoil inserts and a M16 tap for Keenserts (right).
The Bottom Line
HeliCoil, TIME-SERT, Keensert or BIG-SERT? We've had the opportunity to use all iii designs in real-world weather condition. Then which blazon of insert is best? The reality is that it all depends on the application and quality of the installation. Nosotros've never had any of these inserts fail on us. Are nosotros lucky? Not really. Simply having the cognition of the strengths and limitations of each design will allow you lot to select the correct insert for the job. If you are non sure, call the manufacturer and ask. 
The TIME-SERT Universal Head Commodities Thread Repair Kit (for first fourth dimension repairs) come with fixture plate, alignment tool, a drill/counterbore fleck, tap, installation driver, metallic rule, terminate collar, lube, threadlocker and more.
Keenserts: Keyed threaded trunk insert
+ Thick-wall design delivers highest strength for a given bolt bore + Uses conventional, like shooting fish in a barrel-to-source taps + Solid blueprint provides like shooting fish in a barrel installation + Solid pattern allows use of thread locking sealer on outer threads + Flanged pattern allows for positive location of the threads into the object + Positive locking pattern with four key stakes provides maximum vibration resistance – Makes the largest pigsty and requires largest tap diameter versus final bolt bore – Over 5x cost of HeliCoil, Over 2x cost of TIME-SERT – Availability: Hardest to source, limited distributorsFourth dimension-SERT: Timed threaded body insert
+ Thin-wall blueprint delivers highest strength for a given repair-tap diameter + Smaller pigsty and tap requirements than "keyed" style insert + Solid design provides like shooting fish in a barrel installation + Solid blueprint allows utilize of thread locking sealer on outer threads + No weak spots…consistent wall thickness due to "timed" design + Flanged design allows for positive location of the threads into the object + Self-locking design – Higher cost than coiled thread inserts – Availability: Non bachelor at most automotive retailers – Uses harder-to-source S.T.I.-sized tapsHeliCoil: Helical Coiled Thread Repair Inserts
+ Helical coiled wire design results in smaller pigsty and tap requirements than "keyed" style insert + Near readily available thread repair solution + Lowest cost thread repair solution + Can install from backside on through holes – Cannot use thread locking compounds on coiled insert without affecting inner threads besides – Uses harder-to-source South.T.I.-sized taps – Tangs tin become FOD – Only held in by friction
Source: https://dsportmag.com/the-tech/three-ways-to-fix-damaged-threads/
0 Response to "How To Repair Stripped Threads In Aluminum Head"
Post a Comment